Ленточно-канатный конвейер
 ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР (а. cable-belt соnveyor; н. Seilbandforderer, Seilgurtforderer; ф. соnvoyeur mixte, соnvoyeur а соurroie а traction par cables, transporteur соrde-соurroie; и. transportadora de cinta у cable, transportadora de banda у cable, transportadora de соrrea у cable) — разновидность ленточного конвейера, в котором лента выполняет функции грузонесущего органа, а тяговым органом служат стальные канаты. Ленточно-канатный конвейер используют в качестве стационарных установок для перемещения полезных ископаемых на большие расстояния по подземным горным выработкам (также наклонным стволам) и на поверхности.
ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР (а. cable-belt соnveyor; н. Seilbandforderer, Seilgurtforderer; ф. соnvoyeur mixte, соnvoyeur а соurroie а traction par cables, transporteur соrde-соurroie; и. transportadora de cinta у cable, transportadora de banda у cable, transportadora de соrrea у cable) — разновидность ленточного конвейера, в котором лента выполняет функции грузонесущего органа, а тяговым органом служат стальные канаты. Ленточно-канатный конвейер используют в качестве стационарных установок для перемещения полезных ископаемых на большие расстояния по подземным горным выработкам (также наклонным стволам) и на поверхности.
Первые работоспособные образцы ленточно-канатного конвейера в горной промышленности появились в 1951 (конвейеры фирмы "Cable Belt Ltd.", Великобритания). Создание конвейеров этого типа было вызвано стремлением увеличить длину в одном ставе за счёт использования тягового органа высокой прочности. В CCCP ленточно-канатные конвейера эксплуатируются с середины 60-х гг. На Алмалыкском ГМК два последовательно установленных конвейера длиной 3048 и 3862 м транспортируют дроблёную руду под углом наклона 2° от рудника до железнодорожной станции (производительность конвейерной линии 550-660 т/ч). На Норильском ГМК в подземных горных выработках установлен ленточно-канатный конвейер длиной 800 м (угол наклона около 9°). В начале 80-х гг. на горнодобывающих предприятиях мира эксплуатировалось около 150 ленточно-канатных конвейеров.
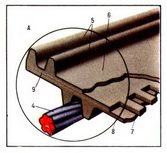
Современные конструкции ленточно-канатного конвейера (рис.) включают два замкнутых в вертикальной плоскости каната, на которых свободно лежит лента.
Верхняя и нижняя ветви канатов по всей длине става конвейера поддерживаются роликами, расположенными на опорных стойках. Ролики закреплены попарно на балансирах. Для увеличения долговечности тяговых канатов рабочую поверхность роликов футеруют сменными полиуретановыми кольцами. Каждый контур канатов в головной части конвейера огибает индивидуальные канатоведущие шкивы трения и в хвостовой части шкивы грузовых натяжных устройств. В зарубежных конструкциях ленточно-канатного конвейера канатоведущие шкивы соединены между собой дифференциальным редуктором для обеспечения выравнивания скоростей тяговых канатов. На отечественных ленточно-канатных конвейерах применён более простой раздельный привод на каждый канатоведущий шкив, включающий редуктор и асинхронный двигатель с фазовым ротором, рабочее скольжение которого искусственно доведено до 10%.
Реклама
Лента ленточно-канатного конвейера (рис., узел А) имеет одну или две тканевые прокладки, между которыми с шагом 60-80 мм расположены поперечные стальные рессоры.
Лента покрыта верхней рабочей обкладкой и нижней обкладкой. К ней привулканизированы резиновые борта с канавками клиновидной формы, которыми лента опирается на тяговые канаты. Под действием транспортируемого груза рессоры прогибаются и лента в поперечном сечении приобретает желобчатую форму. См. рис. узел А.
Став ленточно-канатного конвейера обычно устанавливают прямолинейным (в плане), хотя конвейер может нормально работать и при поворотах трассы (в плане) под различными углами.
Достоинства ленточно-канатного конвейера: большая длина в одном ставе и длительный срок службы ленты (до 10-15 лет); низкий коэффициент сопротивления движению (0,015-0,02); меньшие по сравнению с ленточными конвейерами удельные затраты энергии (примерно на 30-40%) и металлоёмкость линейной части (в 2,5-3 раза). Недостатки: ограниченная кусковатость транспортируемой горной массы (до 150-200 мм); относительно небольшой срок службы канатов (до 7-8 тысяч ч). Ленточно-канатные конвейеры могут успешно конкурировать с ленточными конвейерами при производительности 500-3000 т/ч и больших расстояниях транспортирования.
Зарубежные конструкции ленточно-канатного конвейера, применяемые в горнодобывающей промышленности, характеризуются параметрами: ширина ленты 900-1200 мм, предельный угол наклона 16-17°, скорость канатов 3-5 м/с (проектная 7,6 м/с), производительность по углю 3000 т/ч, по руде — 2000 т/ч, диаметр канатов односторонней свивки 32-57 мм, длина в одном ставе 15-30 км, а конвейерной линии, состоящей из двух ленточно-канатных конвейеров, до 51 км (Австралия).
